Words from the coordinator
After 4.5 existing years, the SisAl Pilot project is coming to an end. These years have been filled with lots of labs and pilot-scale experiments both in pyro and hydro, intense discussions about LCA and future business cases, and last but not least incredible memories from project meetings around the globe. It has been a pleasure and lots of joy to coordinate the amazing SisAl team and get to know all the fantastic people involved in the project. Together we have made this project as a success!
Highlights from the WPs:
WP1 Raw Materials: SINTEF and Orykton (subcontractor) assembled an extensive raw materials map for SisAl. This has given us a better understanding of scrap market and the type of Al scrap being exported from Europe and the pricing for potential silica and lime sources.
WP2 Aluminothermic reduction: 3 large pilots for MG-Si/AlSi (Elkem, RWTH, Mintak, FRey, Wacker, Erimsa, and Hydro) and 1 medium-scale pilot for SoG-Si (Silicor and RU) have shown that this is not just possible in small scale but also in large scale! We have also managed to illustrate challenges in refractories, tapping, etc. which is invaluable for scale-up activities. Also complex, next level modelling of reactors and processes has been done (SIMTEC and CITMaga).
WP3 Slag valorization/Alumina production: 2 very challenging pilots!!
• Alkaline route (METLEN, NTUA, NTNU): Next level (from the EU-funded projects Ensural (ID#: 958307) and Removal (ID#: 776469)) understanding of the challenges (SiO2, CaO/Al2O3 ratio etc) in obtaining MG-Al2O3 from SisAl slag.
• Acidic route (METLEN, NTUA and SiQAl): Pioneering work on successful production of 4N HPA.
WP4 and WP5 Environmental and Economic assessments: Seamless collaboration to secure best possible/relevant assessments of environmental and economic performances (BNW-Energy, NTNU, HZDR, SBC and DOW). A special thanks to Befesa for providing LCA Al recycling data!
• Learnings from constructive «arguments» on system boundaries, allocations of environmental loading, CAPEX etc.
• Landing CAPEX for non-industrial processes is not trivial…
• Parameter sensitivity studies are often more constructive/valuable than attempts at exacting values
• Continuously developing/updated process flowsheets are essential for both E&E assessments
WP6 Communication and Dissemination: CTECH and INNEN has kept us up to date on social media/on-line and showed us off at various opportunities, kept a record of our dissemination and communication activities. Also, a special thanks to Science Business and NTNUs Brussels office for helping us organising the thought-proactive roundtable event titled “Critical raw materials and circular economy: A new way forward for Europe?”.

Thanks again for this incredibly journey!
Maria Wallin and Gabriella Tranell
Final project key achievements and results
In the last period of the project the National Technical University of Athens and METLEN Energy and Metals, focused their efforts in extracting high added value product from the SiSAl slag, the by-product of the novel Silicon production method. The SiSAl slag consists mainly of calcium and aluminium oxides. The target was to achieve the extraction of the aluminium from the slag in the form of HPA (High Purity Alumina), aluminium oxide (Al2O3) with purity levels above 99.99% or 4N. In its predominant application, HPA is converted into synthetic Sapphire-crystals used as substrates for Light Emitting Diodes (LEDs) or as scratch resistant protection for watches and smart phones. Further uses are ceramic separator sheets of high-performance Li-ion Batteries (LIBs). Finally, HPA is an irreplaceable material in ultra-niches such as specialty abrasives & ceramics, spinel’s and phosphors, where it fetches the highest price. The strongest future growth for HPA is expected to be for LEDs and LIB separators. HPA is typically produced by dissolution of high purity aluminium metal at a high financial and environmental cost (given that primary aluminium metal production is among the most energy intensive metallurgical industries).
NTUA optimized a method for dissolving the SISAL slag in concentrated HCl solution and then precipitating the aluminium content by HCl gas purging. Through control of the purging process (temperature, time, pressure), NTUA has able to establish the conditions where aluminium was precipitating selectively over the other metals in the solution, thereby producing a pure precursor for HPA.
The process was scaled up from labscale to pilot scale at METLEN, where more than 500 kg or SiSAl slag where leached and more than 50 kg of HPA precursor were eventually precipitated. Once the precursor was calcined to remove chemically bound water and HCl molecules, an HPA product with purity 99,9939% to 99,9962% was produced.
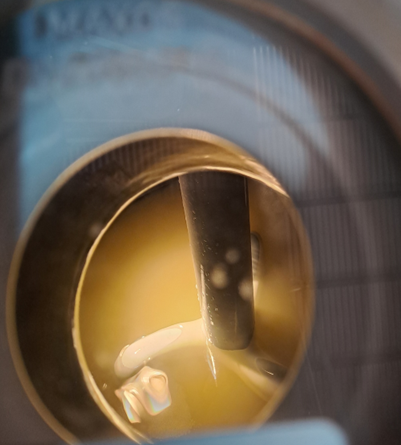
Precipitation of ACH from slag leach solution through HCl gas purging @ METLEN

Produced ACH after solid/liquid separation @METLEN
MINTEK demonstrates SisAl process by producing silicon metal with a carbon-free reductant.
Mintek, South Africa’s national mineral and metallurgical research institution, is actively involved in developing and demonstrating sustainable pyrometallurgical processes and technologies. The need to increase the sustainability of pyrometallurgical processes and technologies significantly increases the urgency to develop and demonstrate flowsheets with improved energy and resource efficiency as well as reduced waste and effluent emissions, including demonstrating flowsheets that can incorporate alternative carbon-free reductants. Mintek’s Pyrometallurgy Division recently completed a campaign to demonstrate the SisAl process by utilizing a carbon-free reductant to produce silicon metal.
The SisAl Pilot project was undertaken in collaboration with numerous consortium partners from Europe and South Africa, and was funded under the European Union’s Horizon programme. The process focuses on the production silicon and silicon alloys from secondary silica-containing materials by using secondary aluminium sources as reductants. Mintek pilot test work demonstrated aluminothermic reduction smelting of a calcium-silicate slag through addition of solid aluminium bars.
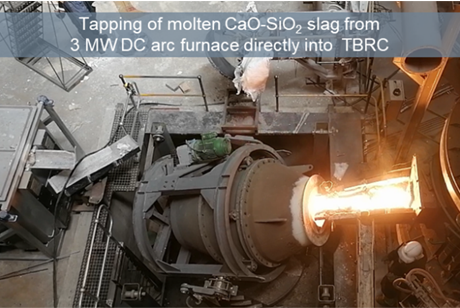
The pilot campaign was carried out in Sep-Oct 2024 whereby ~3800 kg of silica and ~8000 kg of limestone was smelted in a 3 MW DC arc furnace to produce over 9000 kg of calcium-silicate slag.
Although the test work demonstrated hot transfer of molten slag from DC furnace directly into a top blown rotary converter (TBRC), most of the aluminothermic reduction reactions were demonstrated in the TBRC by first re-melting crushed pre-fused calcium-silicate slag. A 500 L TBRC with a 600 kW oxy-fuel burner was utilized as the reactor for the reduction reactions.
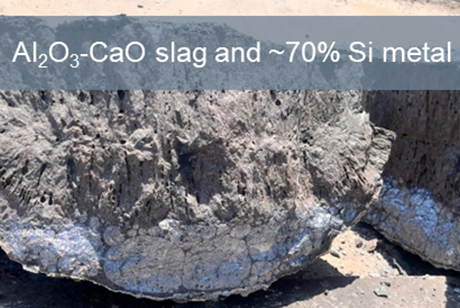
Relatively pure aluminium bars (~99% Al) were added to a pool of slag in the TBRC to produce silicon alloys with average grade of about 70% Si. The exothermic reactions released sufficient energy, to supplement energy from the burner, to heat the product calcium-aluminate slags to temperatures above 1650ºC.


Cara Lengkap Buat Lo yang Mau Main Slot Online: Aman, Seru, dan Cuan Maksimal
Lagi kepo soal dunia slot online? Pengen main tapi masih mikir-mikir, aman gak sih? Bisa menang beneran gak? Nah, lo nyasar ke tempat yang pas. Kali ini, gue bakal kupas tuntas soal serunya main https://slotonline.click/, dari awal sampai ngerti trik dan feel-nya. Tenang aja, bahasanya santai, gak ngebosenin, dan dijamin gak muter-muter.
Buat lo yang pengen dapet hiburan sambil berburu cuan, yuk simak sampe tuntas!
Keamanan Itu Bukan Tambahan, Tapi Kebutuhan
Hal pertama yang harus lo pastiin sebelum main slot online itu adalah servernya, apakah servernya menggunakan https://slotthailand.cv/ keamanannya. Jangan cuma karena tampilan situsnya keren, lo langsung percaya dan setor duit. Salah-salah, bisa zonk sebelum sempat main.
Ciri-ciri situs slot yang aman:
- Punya lisensi resmi dari lembaga terpercaya kayak https://mpo.cx/, MGA, atau Curacao.
- Data pribadi dan transaksi lo dijaga pake teknologi enkripsi. Jadi gak bakal bocor ke mana-mana.
- Info soal syarat & ketentuan jelas banget. Gak pake trik jebakan.
- Game-nya udah lolos uji fairness alias keadilan RNG (Random Number Generator).
Main https://kode4d.sbs/ slot tuh seru, tapi harus dimulai dari tempat yang bener. Gak mau kan, menang besar tapi gak bisa cair karena situsnya abal-abal?
Slot Online Jaman Sekarang Udah Level Dewa
Kalau lo masih mikir slot itu cuma mesin buah klasik yang muter doang, mending buang jauh-jauh mindset itu. Slot https://kode4d.top/ sekarang udah masuk level dewa. Visualnya gila, temanya kreatif, fiturnya ribuan.
Kenapa makin banyak orang keranjingan slot online?
- Grafis dan efeknya https://kode4d.cfd/ kayak nonton film animasi.
- Bisa main di HP sambil rebahan, gak perlu ke luar rumah.
- Navigasinya simpel, cocok buat pemula yang baru nyemplung.
- Pilihan gamenya https://kilat69.sbs/ bejibun, tinggal klik sesuai mood.
Mulai dari tema adventure, mitologi, horor, sampe yang lucu-lucu juga ada. Tiap game slot https://koi288.link/ punya gaya sendiri, jadi gak bakal bosen walau main tiap hari.
Jackpotnya Gede Bikin Merinding
Gak bisa dipungkiri, yang bikin orang betah main di https://sawit188.link/ salah satunya karena pengen ngerasain sensasi menang jackpot. Gak perlu jadi high roller buat punya peluang dapet hadiah besar.
Jenis-jenis jackpot yang wajib lo kenal:
- Jackpot tetap: Hadiahnya fix, tapi tetap menarik dan stabil.
- Jackpot progresif: Ini yang gokil, makin banyak pemain, makin gede jackpotnya https://wak5000.link/. Bisa nyentuh angka miliaran.
- Jackpot acak: Tiba-tiba dapet tanpa pola khusus. Kaget tapi bahagia.
Jackpot ini ibarat bonus dari langit. Tapi jangan sampe lupa, main dengan kontrol tetap penting. Jangan sampai ngejar jackpot sampe lupa waktu.
Bonus dan Promo yang Gak Pernah Bikin Kecewa
Salah satu alasan kenapa https://slot858.sbs/ makin rame adalah karena bonus dan promonya yang gila-gilaan. Bayangin aja, baru daftar aja lo udah dikasih bonus. Siapa yang gak demen?
Jenis promo yang biasanya bisa lo dapetin:
- Bonus member baru: Setoran pertama lo biasanya dilipatgandakan, plus sering dapet free spin dari https://molaplay.cc/ juga.
- Cashback mingguan: Kalo lo kalah, sebagian dana bisa balik lagi. Gak nyesek-nyesek amat lah.
- Free spin harian: Login tiap hari, bisa dapet kesempatan spin gratis.
- Turnamen slot: Bisa adu skor sama pemain https://bolaklik.cfd/ yang lain, hadiah sampai puluhan juta!
Yang penting lo baca syarat dan ketentuannya, biar gak zonk pas mau klaim bonus.
Fasilitas Lengkap Biar Main Makin Nyaman
Selain game dan bonus, situs slot yang bagus juga harus punya fasilitas pendukung yang bikin lo betah. Gak cuma soal taruhan https://tebaknomor.cfd/, tapi dari awal daftar sampe tarik dana, semua kudu mulus.
Hal-hal penting yang bikin pengalaman makin mantap:
- Customer service https://nagawin.sbs/ 24 jam, fast response dan helpful.
- Pilihan deposit lengkap: bisa pake e-wallet, transfer bank, pulsa, sampe kripto.
- Penarikan dana di situs https://ulti700.link/ cepat, gak nunggu berhari-hari.
- Bahasa Indonesia full, jadi lo gak perlu buka Google Translate.
Main slot itu harus jadi hiburan yang bikin rileks, bukan tambah stres. Dan fasilitas https://slotbaru.sbs/ yang bikin bedanya kerasa.
Pendaftaran Simpel, Gak Pake Ribet
Mau mulai main tapi males daftar karena ribet? Tenang, situs slot https://vipgacor.sbs/ udah profesional pasti bikin proses pendaftaran secepat dan sepraktis mungkin.
Biasanya lo cuma diminta:
- Nama lengkap
- Nomor HP atau email aktif
- Bikin username & password untuk login ke dalam situs https://kaisar303.top/
Setelah itu, tinggal verifikasi dan lo udah bisa langsung nikmatin gamenya https://kaisar303.sbs/. Gak ada tuh harus upload KTP dulu segala macem. Cepat dan gak bikin males.
Game Banyak, Tinggal Pilih Sesuai Selera
Salah satu hal yang bikin slot online makin menarik adalah banyaknya pilihan game https://kaisar303.bid/ yang udah kerjasama dengan berbagai provider ternama. Lo bisa milih yang cocok sama gaya main lo—mau yang santai, penuh animasi, atau yang serba cepat.
Provider populer yang sering muncul:
- Pragmatic Play
- PG Soft
- Microgaming
- Habanero
- NetEnt
- Play’n GO
- Yggdrasil
Masing-masing punya ciri khas, dari fitur bonus, desain game, sampe cara mainnya. Jadi lo bisa eksplorasi terus tanpa kehabisan pilihan.
Bisa Coba Main Gratis Buat Latihan
Buat lo yang masih baru atau belum pede, fitur demo atau main gratis tuh wajib dimanfaatin. Lo bisa nyobain berbagai jenis game tanpa keluarin sepeser pun.
Manfaatnya gede banget:
- Bisa paham alur game tanpa resiko.
- Cocok buat latihan strategi dan ngetes hoki.
- Gampang nemuin game yang paling cocok buat lo.
Setelah udah ngerasa nyaman dan ngerti ritmenya, baru deh gas main yang beneran.
Main di HP Tanpa Gangguan
Sekarang main slot udah gak harus duduk depan laptop. Cukup buka HP, login, dan lo bisa spin di mana pun. Lagi rebahan, di angkot, atau sambil nunggu makanan dateng.
Fitur yang wajib dimiliki versi mobile:
- Tampilan responsif dan enak dipake di layar kecil.
- Gak butuh instalasi, tinggal buka browser langsung jalan.
- Proses transaksi juga tetap bisa dilakukan dari HP.
Beberapa situs bahkan udah punya aplikasi sendiri buat Android dan iOS. Tapi kalo lo lebih suka simpel, versi mobile browser juga udah cukup enak.
Pemain Setia Dikasih Perlakuan Khusus
Buat lo yang sering main dan loyal, biasanya situs slot punya program khusus yang ngasih banyak keistimewaan. Namanya bisa VIP, loyalty club, atau semacamnya.
Keuntungan jadi pemain spesial:
- Dapet bonus eksklusif yang gak dibagi ke pemain biasa.
- Proses withdraw super cepat, bahkan bisa dalam hitungan menit.
- Punya manajer akun pribadi yang bantu lo 24/7.
- Dapet undangan buat event spesial, hadiah barang, atau liburan gratis.
Makin aktif dan loyal lo main, makin banyak privilege yang bisa lo nikmatin.
Penutup: Main Slot Online Itu Bukan Cuma Soal Menang
Slot online itu hiburan modern yang bisa lo nikmatin kapan aja, di mana aja. Tapi yang paling penting, lo harus main dengan tanggung jawab. Jangan sampai malah jadi beban.
Tips terakhir sebelum mulai:
- Pilih situs yang terpercaya dan udah banyak direkomendasiin.
- Atur budget main, jangan bablas sampe ngutang.
- Gunakan demo dulu buat adaptasi.
- Jangan ngarep kaya mendadak, tapi tetep nikmatin prosesnya.
Main slot https://www.sisal-pilot.eu/privacy-policy/ itu soal seru-seruan, sensasi menang, dan hiburan. Kalo dapet jackpot itu bonus, tapi kalo lagi apes pun lo tetap dapet pengalaman yang asik.